什么是连续挤压技术?

连续挤压原理
连续挤压:模腔位于挤压轮侧面,坯料在旋转挤压轮的带动下进入挤压腔内,在轮槽摩擦力的作用下,坯料温度升高压力加大,达到一定值后便从模孔中挤出,形成管材或型材产品。根据设备品种不同,坯料可以是一根,也可以是两根;根据坯料材料的不同,可以挤压铝、铜及其合金。此种工作方式主要用于生产冷柜、空调、汽车等制冷用管,异形截面型材及变压器、电机用铜电磁线等产品。
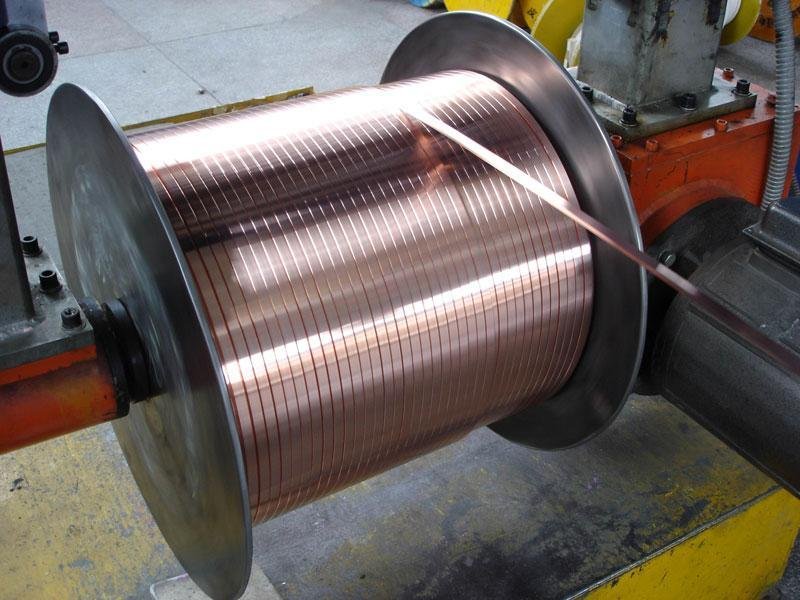
300型铜连续挤压机采用了国际 技术,将单一规格原材料铜杆连续加入一个旋转的有槽挤压轮中,剪力效应产生足够的温度和压力使铜杆料从特制的模具中挤出并一次成型,可迅速生产出各种规格的优质铜扁线。采用该工艺生产出的铜扁线较旧工艺有无可比拟的五大优点:
一是表面光洁无毛刺:连续挤压是原材料铜杆在被完全挤压变形的高温状态下的塑性成型,完全消除了材料本身的内部缺陷,使产品表面质量更加完美;
二是精确的几何尺寸:由于采用了优质的挤压模具,确保了在高温下挤出的产品有 成型精度和良好的截面形状;
三是优于国标的导电率:由于原材料铜杆在整个挤压过程中材料的密实度增加,从而使电阻率降低,提高了导电性能;
四是产品质量的一致性:整个扁线挤压生产过程无加热、退火工序,生产出的扁线在与空气完全隔绝的状态下冷却,消除了传统工艺退火处理温度不均所导致的质量问题,确保了产品的优质、稳定;
五是可任意长度生产:可根据客户的要求连续生产任意长度的产品,中间无任何接头。另外,整条挤压设备占地小,能耗低,无压余、切边等工艺废料,材料利用率高。该工艺堪称传统拉拔工艺的技术革命
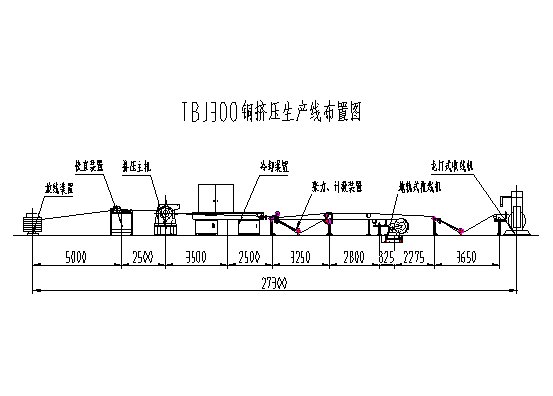
设备的配置
设备的主要参数:
1、型号:300型
2、挤压轮公称直径(mm):300
3、主机功率(kw):DC110、AC110
4、挤压机转速(rpm):4-12.5
5、原料种类:纯铜、铜合金
6、铜杆原料:¢12.5mm
7、产品 宽度、直径:45
8、产品截面:10-200mm²
9、成品宽厚比:≤ 7:1
10、产量:200-400kg/h
11、溢料率:1-3
设备的配置:
1、¢1800mm盘式放线架:1台
2、校直切断机:1台
3、主机:(带液压站、润滑系统)1套
4、冷系统及水箱:1套
5、收线机(Ø800mm、 Ø 1000mm):各1套